13. Oktober 2020 | Petro-/Chemische Industrie, Success Story, Hyper-Kompressor, Europa
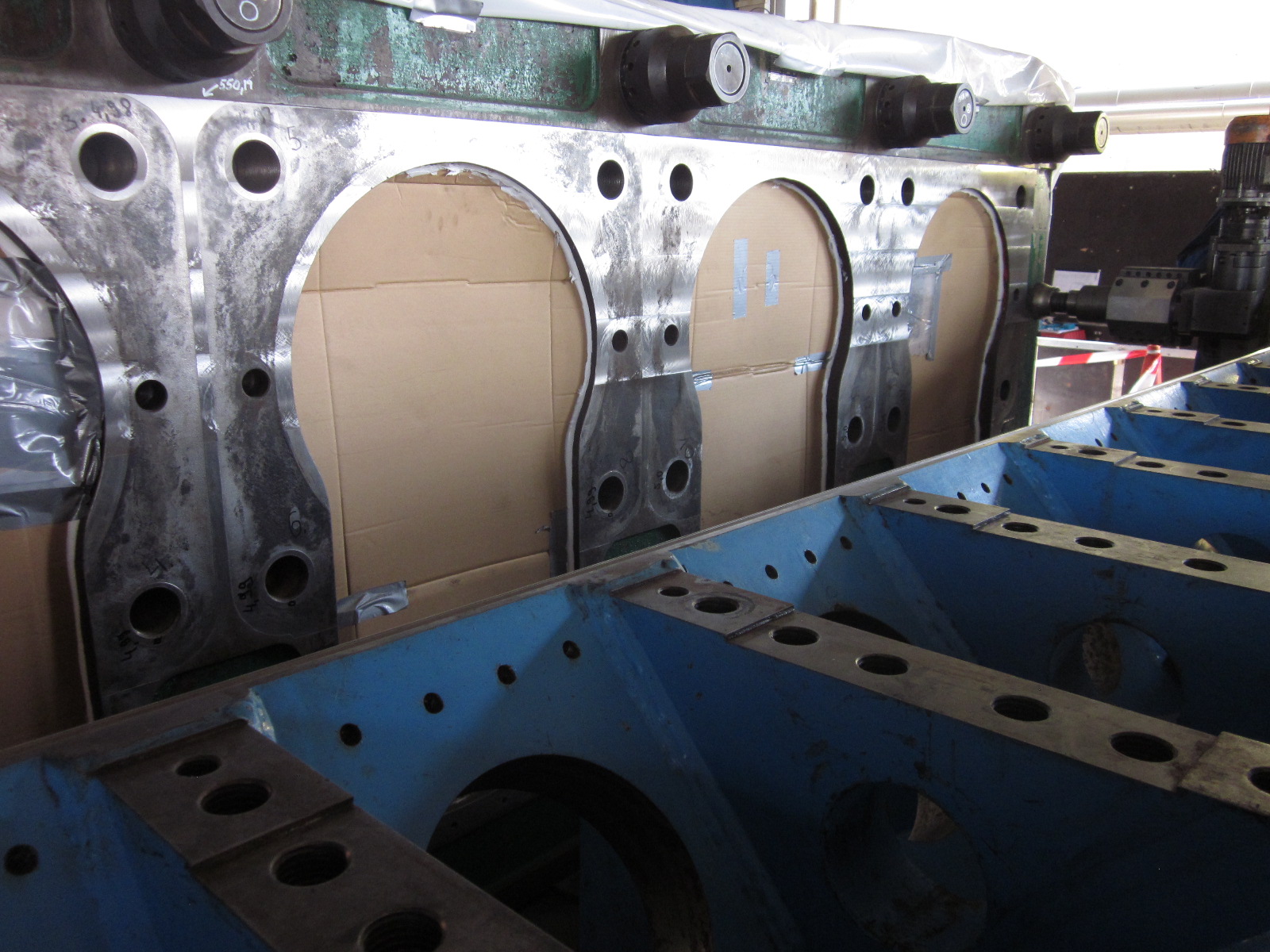
On-Site Machining of a Hyper Crankcase at a LDPE Plant
The high market demand for LDPE required Transformadora de Etileno A.I.E. (TDE), a manufacturer of low-density polyethylene in Tarragona, Spain, to run its production lines with the highest possible performance. After 180'000 hours in operation, TDE detected hard fretting damages on contact the surfaces between Hyper Compressor crankcase and distance pieces.
„Before machining it was possible to see the movement between crankcase and distance pieces, mainly on the 2nd stage, and a quite high oil leakage between both surfaces. Now all is much more stable and “static”.
Alberto Munarriz
Mechanical Maintenance Manager TDE
Customer Challenges:
- Perform all maintenance activities for the general overhaul after nine years of continuous operation on a Hyper Compressor within 28 days
- Repair of damaged surfaces on crankcase and distance pieces during plant shutdown
- Perform the on-site machining of the crankcase and distance pieces within this time frame
- Avoid unplanned downtimes
Application Description:
| Type | F8 Hyper Compressor | Gas | Ethylene |
| Power | 7.5 MW / 10’200 hp | Suction pressure
Discharge pressure |
234 barg / 3’394 psi
2’650 barg / 28’435 psi |
| Speed | 187.5 rpm |
Burckhardt Compression Solution:
- General overhaul with two Burckhardt Compression Supervisors on-site on double shift
- Crankcase machining on-site (including prior levelling check) instead of dismantling the entire compressor and transporting the crankcase to a workshop
- Machining of distance pieces and other internal parts carried out in a local workshop
- This was the first time such a repair is done on-site in a F-type worldwide
- Machining controlled by a dedicated Field Service Representative from Burckhardt Compression
Customer Benefits:
- Smoother and safer operation of the compressor with a significant reduction of movement and vibrations on distance pieces and cylinders during operation
- Minimized oil leakage between crankcase and distance piece
- Easier alignment of distance pieces and cylinders after overhaul
- Extended lifetime of plunger, packing and elastic rod
- Zero safety incidents due to highest safety standards

performed within 4 working days
Watch the story:
